
塑胶为什么要配色?
塑胶配色可以美化产品,提高商品价值,可以对商品起到显示识别与标记作用,可以对商品起到隐蔽防护作用,改变材料的性能并赋予塑料某些特殊的功能。所以塑胶配色被广泛的应用着。
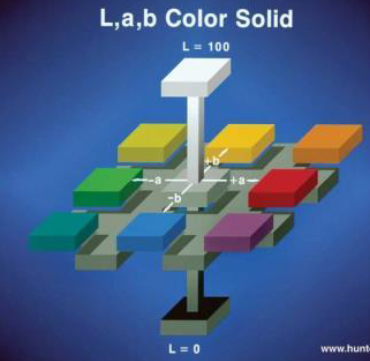
塑胶染色,是在红、黄、蓝三种基本颜色的基础上,再加上白、黑、金、银色配出符合样品或产品色差要求,并能在加工及使用过程中不变色的工艺过程。同时,还可以通过着色工程,赋予塑料产品多种功能,比如耐候、抗静电、抗菌、导电等等。

金属颜料和塑料的相容性差,导致颜料在产品熔结合线位置堆积,产生熔接痕,同时螺杆的定向剪切,引起金属颜料或珠光颜料在材料表面发生取向产生流痕。
配色所用的材料不耐高温,在塑料的加工温度下变色;
塑料加工过程中成形温度偏高停留时间过长,塑料本身易分解变色;
配色用的色粉同塑胶原料在加工过程中易发生还原反应而变色;

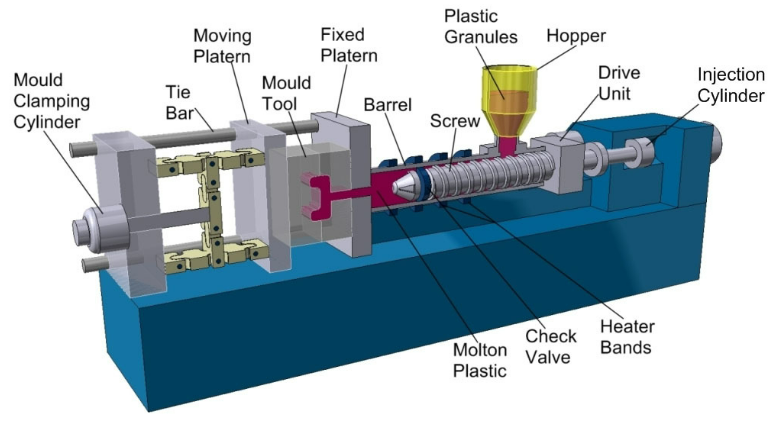
不同的注塑机,螺杆形状不同在加工过程中混炼效果不同造成色粉分散状态不同;
不同注塑机加热单元不同,加热的效率不同色粉和塑料会表显出不同的颜色;
不同注塑机熔胶量不同,造成材料在炮筒中停留的时间不同颜色会有差异;

了解更多塑料配色加工工艺,欢迎致电业务助理张小姐 13686846117,邮箱及网址:cz1@first-foundation.com, www.first-foundation.com。
-1.png)