

如何解决浮纤问题
我们第一基石以玻璃纤维增强的尼龙66(PA66+GF)作例,为大家分析浮纤的成因和避免方法。加纤后的尼龙因为具有较高的抗张强度、耐候性、耐冲击性、自润性、耐磨性、耐化学性、耐高低温性等特点,被广泛应用于不同领域。但纤维增强的树脂却易产生浮纤的问题,影响产品外观、表面的平滑性甚至后期的加工效果。
产生浮纤的原因
浮纤问题是增强改性里的一个通病;尤其是黑色的产品,浮纤出现的话,状况会更明显。浮纤的成因往往是由于纤维与树脂的流动性不一致及树脂与纤维之间的结合能力不强所导致,要解决浮纤问题便需从这一原理透过模具、生产工艺、和材料入手解决。
解决方案
一,模具
模具浇铸系统的设计与浮纤现象的形成有着密切关系。针对一般玻纤增强树脂的流动性差,而且两种组分的流动性不一致的特性,模具设计中的流动距离不能太长,让熔体快速充填型腔,保证玻纤能均匀分散,避免发生淤积分层面而形成浮纤。因此浇铸系统设计的基本原则是采用大截面积的流道,流程宜平直和短。如仍有少量浮纤现象,模具表面晒纹也可以有摭盖作用。此外,模具要有充分、均匀的冷却水道以确保通热油后,模具产品表面的模温一致。下图是我们第一基石(香港)有限公司(www.first-foundation.com)提供的模具表面抛光与晒纹产品外观对比:
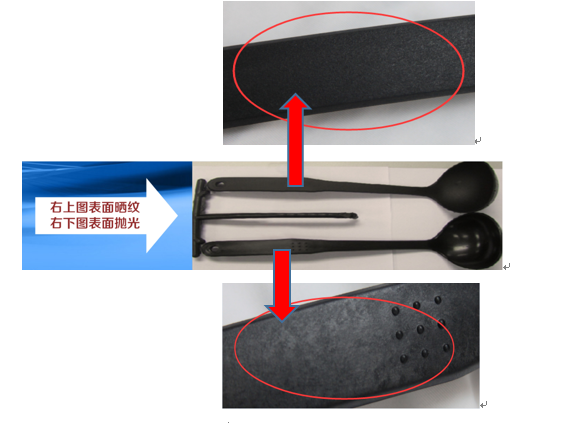 模具表面抛光与晒纹产品外观对比
模具表面抛光与晒纹产品外观对比
二, 生产工艺
首先是料筒温度。由于玻纤增强塑料的熔融指数比非增强塑料低30%~70%,流动性较差,因此料筒温度要比纯尼龙66高出10-30℃。PA66+GF的熔融温度为275-280℃,最高不超过310℃。如料温过高,虽然流动性有所提高,但也容易出现材料分解及产品烧焦等问题。
其次是模温,PA66+GF的模温在110-140℃。如模温太低,易出现走胶困难,产生浮纤;如模温太高,易出现成型周期过长,产品烧焦等问题。总之成型工艺上可采用高料温、高模温、高压、高速、低螺杆转速注射,对改善浮纤现象比较有利。下图是相同产品在不同模温条件下的外观对比:
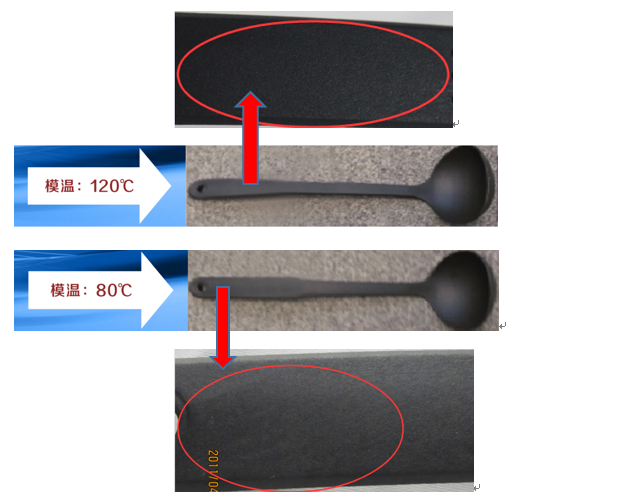 不同模温对产品外观的比较
不同模温对产品外观的比较
三, 材料的选择
从原料入手,选择材料时尼龙黏度在力学性能许可的范围内尽量选择低黏。苏威公司的 IXEF PARA芳香族尼尤材料虽然纤维成份达到50-60%,加工时的流动性很好,容易做出表面光滑亮丽的产品。另外也可以从助剂入手,目前助剂解决浮纤,主要是加强玻纤的流动性,增强玻纤与树脂的结合能力,还有一些专用方法,例如使用特殊染料把玻纤染黑(只适合黑色尼龙)。表面很光亮的助剂,如硅氧烷、改性的酰胺类聚合物、玻璃微珠、相熔剂、特种色母(能把玻纤染黑),对浮纤情况都会有所改善。也可以考虑加一些PA6来增加材料的流动性。下图是模温同样100℃,加PA6和不加PA6的PA66+GF浮纤情况对比:
 相同模温100℃加PA6和不加PA6的PA66+GF浮纤情况对比
相同模温100℃加PA6和不加PA6的PA66+GF浮纤情况对比
如有其他好的建议欢迎透过电邮与我们交流 (mail@first-foundation.com),或参阅我们的网站www.first-foundation.com谢谢!
第一基石(香港)有限公司
张淅均
