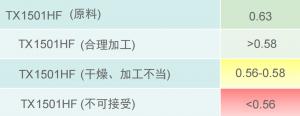
背压是注塑成型过程中的一个重要参数。注塑机背压(Back Pressure)是指在注塑过程中,螺杆向...
背压是注塑成型过程中的一个重要参数。注塑机背压(Back Pressure)是指在注塑过程中,螺杆向前推送熔融塑料时,螺杆后端(塑料熔化区)所承受的压力。

一、背压的作用以及影响
材料在炮筒里混合更均匀:
背压可以帮助塑料在注塑过程中更均匀地混合。较高的背压可以增加螺杆的剪切力,使塑料更好地混合,减少材料混色气泡问题。
尤其对高粘度材料色彩均匀的产品非常重要。
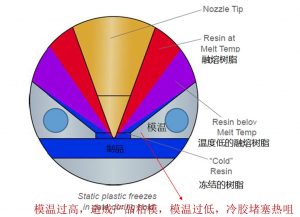
熔体温度控制:适当的背压能够有效提高熔体温度,有助于更好地控制熔融塑料的流动性,从而使注塑成型更加顺畅,避免出现熔融不足或过多的问题。
提高注塑稳定性:背压过低可能会导致注塑过程中熔融塑料流动不均,影响注塑机的稳定性。适当的背压可以提高系统的稳定性,确保塑料流动的平稳性,减少成型缺陷。
塑料流动性和填充性:背压较高时,塑料的流动性会受到一定程度的限制,这对于填充复杂的模具或薄壁模具时可能会产生负面影响。但较低的背压可能导致熔融塑料流动过快,导致模具充填不完全或产生气泡
对生产效率的影响:较高的背压通常会降低螺杆的速度,可能导致注塑周期延长,从而影响生产效率。因此,合理的背压调节需要在质量和生产效率之间找到平衡。
如何调节背压:
· 背压通常通过注塑机的操作面板上的调节阀进行设置。根据不同的塑料材料、模具结构和生产要求,背压的设置可以从几十巴到几百巴不等。
· 一般来说,热塑性塑料的背压设置为20-50巴,而对于高粘度塑料或对混合性要求较高的材料,背压可以设置得稍高。
· 然而,背压并非越大越好。如果背压过大,会增加螺杆的后退阻力,导致螺杆磨损加剧,缩短注塑机螺杆的使用寿命。同时,过大的背压也会使塑料在螺杆筒内停留时间过长,容易造成塑料分解,影响塑料的性能,进而影响最终产品的质量。
合理的调整背压设置有助于提高注塑制品的质量和生产稳定性,减少不良品的发生。
二、背压过大有什么问题出现
1. 提高能耗
背压过大意味着螺杆在推进塑料时需要更大的力,这会导致电机功率的增加,从而使能耗增大。尤其在长时间的生产中,过高的背压会显著增加电力消耗,导致生产成本上升。
2. 降低生产效率
较高的背压会使螺杆旋转速度变慢,导致注塑周期延长。这不仅会影响生产效率,还可能导致更长的等待时间和更高的生产成本。
3. 熔融塑料过热
背压过大可能导致熔融塑料在螺杆和料筒中停留时间过长,造成过度剪切。这会使熔融塑料的温度过高,可能出现材料热降解或颜色变化,影响产品的质量,甚至可能损坏塑料。
4. 模具充填不完全
背压过大会使得熔融塑料的流动性受到过多限制,从而影响塑料在模具中的填充效果。这尤其在注塑薄壁部件或复杂模具时,可能导致模具填充不完全、气泡、气痕等缺陷。
5. 造成螺杆与料筒的磨损
高背压会增加螺杆与料筒之间的摩擦力,从而加剧机械部件的磨损。长时间过大的背压会导致螺杆、料筒的使用寿命缩短,进而增加维护和更换成本。
6. 熔体不均匀
高背压会加剧熔体的剪切,虽然可以促进混合,但如果过大,可能导致熔融塑料的流动性变差,增加不均匀的现象,影响最终成型制品的质量。
7. 气泡和缺陷的产生
过高的背压可能导致塑料中气体的释放不完全或被封入,这样会增加气泡的产生,从而影响产品的外观和力学性能,甚至可能导致气孔等结构性缺陷。
8. 不必要的应力和变形
高背压可能导致熔融塑料中的应力增加,进而影响成型品的结构稳定性。在冷却和固化过程中,可能出现内应力,导致成品出现翘曲、变形等问题。
综上所述,背压过大会影响注塑过程的稳定性和产品质量,增加设备损耗,并且降低生产效率。为了避免这些问题,背压需要根据材料特性、产品要求和生产情况进行精确调节,保持在合理范围内。
-1-300x101.png)



-300x101.png)